
Langue

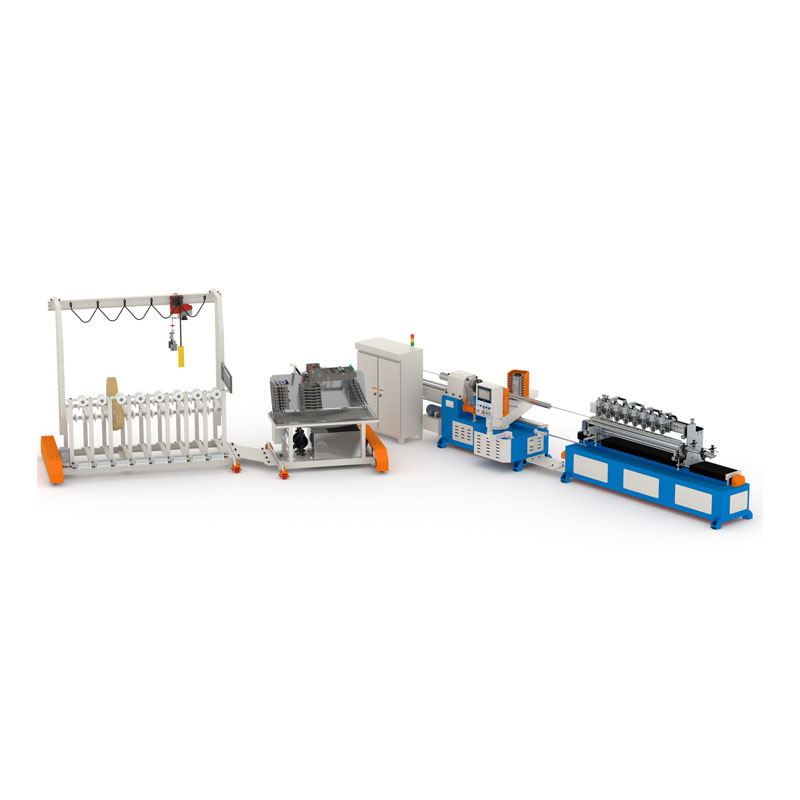
Les tubes en papier semblent simples, mais quiconque les achète ou les fabrique en connaît les problèmes : plaintes de délaminage, épaisseur de paroi inégale, dégâts de colle, bords flous, télescopage, mauvaise rondeur et temps d'arrêt constants dus aux changements de lame ou à une mauvaise alimentation du papier. Cet article explique ce qui cause réellement ces problèmes et comment unMachine à tubes de papierpeuvent être configurés, exploités et entretenus pour offrir une qualité stable à grande échelle. Vous obtiendrez une liste de contrôle d'achat pratique, un flux de production qui évite les défauts courants, un tableau qui compare les options de machine, une routine de contrôle qualité à laquelle les clients font confiance et un guide de dépannage que les opérateurs peuvent utiliser sur le terrain.
Lorsqu’un acheteur dit « vos tubes ne sont pas cohérents », il fait généralement référence à l’un de ces problèmes spécifiques. Un bien configuréMachine à tubes de papierdevrait les prévenir à la source, et non en triant les tubes défectueux une fois qu’ils sont déjà fabriqués.
Si vous achetez des tubes pour des emballages, des étiquettes, des films, des textiles, des usines de papier ou des utilisations liées à la construction, vos clients se soucient des deux mêmes choses :répétabilitéetbords nets. Tout dans votre processus doit défendre ces résultats.
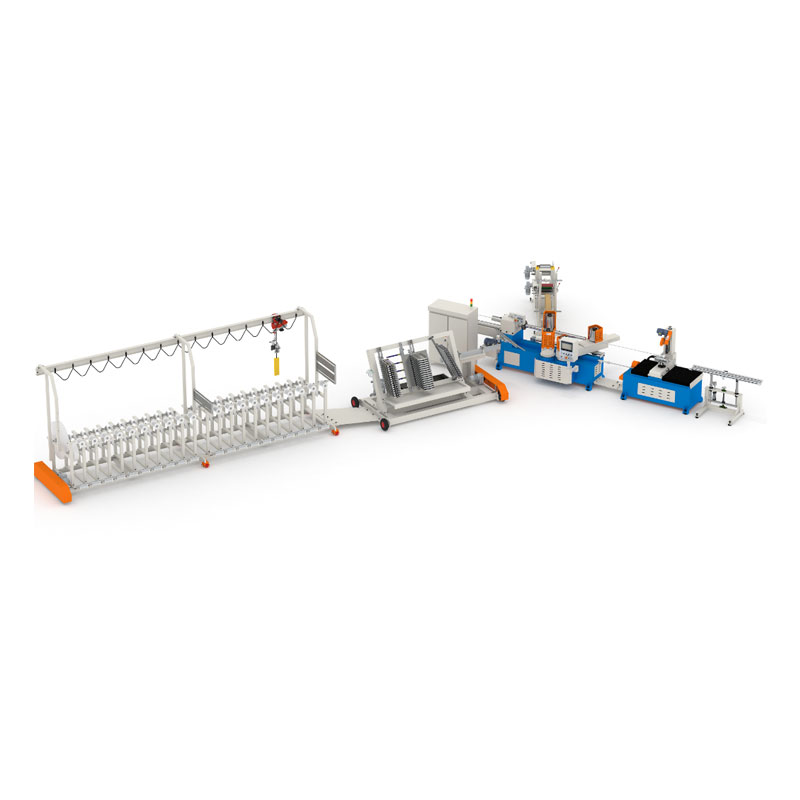
Une conduite de tube est un système. Si vous vous concentrez uniquement sur la « vitesse de la machine », vous finirez par produire des déchets plus rapidement. Voici le flux de travail que vous devez évaluer étape par étape :
Si vos tubes actuels tombent en panne « de manière aléatoire », la cause est rarement aléatoire. Il s’agit généralement d’une dérive de tension, de viscosité de la colle ou d’usure du mandrin que personne n’a mesuré jusqu’à ce que les clients se plaignent.
Toutes les applications de tubes ne nécessitent pas la même méthode de construction. Utilisez le tableau ci-dessous pour faire correspondre le style de la machine aux exigences du produit.
| Type de machine/processus | Idéal pour | Points forts | Attention |
|---|---|---|---|
| Enroulement en spirale | Tubes d'emballage général, mandrins textiles, mandrins d'étiquettes, tubes de protection | Haute efficacité, tailles flexibles, sortie stable lorsque la tension est contrôlée | Nécessite une bonne stabilité tension/colle pour éviter le délaminage et l’ovalité |
| Enroulement convoluté | Tubes de haute précision, parois plus épaisses, applications nécessitant une tolérance plus stricte | Excellent potentiel de rondeur, structure solide, disposition des couches nette | Sensibilité de configuration plus élevée ; la largeur et l'alignement du papier doivent être cohérents |
| Ligne manuelle / entrée de gamme | Petits lots, test de nouveaux produits en tubes, budget limité | Coût initial réduit, formation simple | Le rendement dépend fortement des compétences de l'opérateur ; plus difficile de garder la cohérence |
| Ligne semi-automatique | Usines en croissance ayant besoin d’une production stable sans coût d’automatisation complet | Productivité équilibrée, contrôle plus stable des étapes clés | Il faut encore des procédures opérationnelles standard pour éviter toute dérive de réglage |
| Ligne à haute automatisation | Commandes importantes, fenêtres de livraison serrées, clients avec un contrôle qualité strict | Répétabilité, moindre dépendance au travail, meilleure mise à l'échelle | Nécessite une maintenance disciplinée et une planification des pièces de rechange |
La « meilleure » option est celle qui correspond à la tolérance de votre tube, à sa plage de diamètres, à son épaisseur de paroi et aux attentes de ses clients, et non celle dont le numéro de vitesse est le plus élevé sur une brochure.
Si vous souhaitez éviter les remords de l’acheteur, définissez vos exigences avant de comparer les devis. Voici une liste de contrôle pratique :
Conseil de pro : posez-vous cette question inconfortable :« Que se passe-t-il si mon meilleur opérateur démissionne ? »Si votre qualité s’effondre, vous n’avez pas encore de processus ; tu as une personne. Un bien spécifiéMachine à tubes de papieret les paramètres documentés réduisent ce risque.
Vous n’avez pas besoin d’un laboratoire compliqué pour gagner la confiance. Vous avez besoin de cohérence et de traçabilité. Utilisez une routine simple que les opérateurs peuvent réellement suivre :
L'amélioration la plus puissante est le suiviraisons de mise au rebut. Si la « confiture d’alimentation » est le principal facteur de perte, n’achetez pas d’équipement plus rapide : commencez par régler la stabilité de l’alimentation et la formation.
Les usines recherchent souvent la vitesse et sont ensuite punies par la ferraille, les heures supplémentaires et les clients en colère. Un meilleur plan consiste à concevoir pour une sortie stable :
Lorsque vous planifiez la production, tenez compte des pertes de temps cachées : manipulation des épissures, nettoyage de la colle, changements de lame et changements de taille. Une ligne légèrement plus lente avec moins d’arrêts peut surpasser une ligne plus rapide qui casse constamment le rythme.
La plupart des « problèmes mystérieux » des conduites de métro sont des problèmes de maintenance déguisés. Protégez la disponibilité avec des habitudes ennuyeuses, mais rentables :
Un conseil sous-estimé : traitez la colle comme un matériau contrôlé, et non comme un approvisionnement « tout ce qui est disponible ». Une viscosité stable et une application propre font plus pour la qualité du tube que de nombreuses mises à niveau coûteuses.
A Machine à tubes de papiern'est pas un achat unique. C’est une relation de production à long terme. Le fournisseur que vous choisissez doit être en mesure d'expliquer les paramètres, de résoudre les défauts et de vous aider à normaliser la production, et pas seulement à expédier l'équipement.
Si vous évaluez des fournisseurs, recherchez :
Pour les équipes qui souhaitent une approche plus structurée, en particulier lors de la mise à l'échelle de la capacité :Machines d'impression Cie., Ltd de Wenzhou Feihua.est souvent évalué comme une option de fournisseur, car de nombreux acheteurs souhaitent non seulement des équipements, mais également des conseils d'utilisation pratiques et des routines de production stables qui réduisent la dépendance à l'égard des « opérateurs héros ».
Si vos tubes actuels souffrent d'une liaison incohérente, de bords désordonnés ou de temps d'arrêt qui perturbent la livraison, la solution consiste rarement à « fonctionner plus rapidement ». La vraie solution est de correspondre à la bonneMachine à tubes de papierconfiguration selon les spécifications de vos tubes, puis création d'un processus reproductible qui maintient la qualité stable même lorsque les équipes changent.
Prêt à discuter de votre gamme de tailles de tubes, de votre tolérance cible et de vos objectifs de production ? Tendez la main etContactez-nouspour explorer un plan de machine et de processus pratique adapté à votre usine, et pas seulement un devis générique.











