
Langue

A Papier TMachine à ubépeut paraître simple en surface : rouler du papier, appliquer de l'adhésif, couper à longueur. Dans les usines réelles, les problèmes apparaissent rapidement : résistance instable des tubes, dégâts de colle, temps d'arrêt fréquents, changements de taille lents, et des réductions incohérentes qui créent du gaspillage et des plaintes des clients. Cet article décrit le processus de fabrication des tubes, les problèmes de production les plus courants et les capacités de la machine qui en réalité résolvez-les. Vous recevrez également une liste de contrôle d'achat pratique, un tableau des fonctionnalités par rapport aux problèmes et un manuel de maintenance pour que vous puissiez exécuter des changements stables avec moins de surprises.
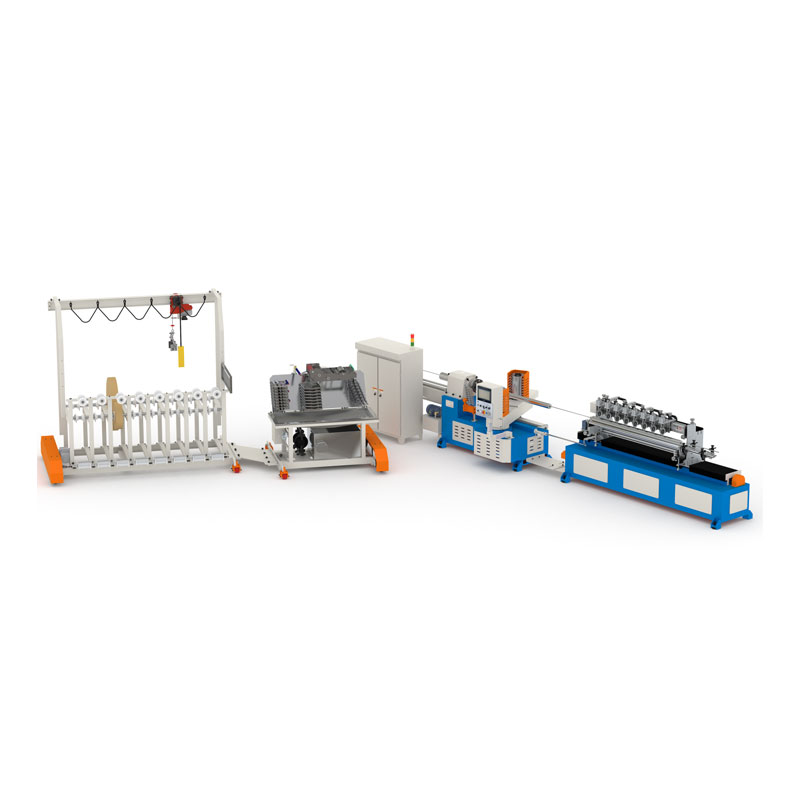
A Machine à tubes de papierforme des tubes en enroulant plusieurs couches de papier autour d'un mandrin (parfois appelé tige ou noyau), les coller avec de l'adhésif, puis couper le tube à la longueur requise. Selon votre secteur d'activité, le tube fini peut être un tube d'emballage, un film ou une âme textile, un corps de boîte composite ou un tube structurel utilisé comme manchon de protection.
La différence entre un « fabricant de tubes » qui se contente de travailler et une entreprise qui imprime de l’argent (poliment) réside dans la cohérence : tension constante, application d'adhésif constante, pression d'enroulement constante et coupe constante. Lorsque ces variables dérivent, vous obtenez des tubes faibles, une ovalisation, un délaminage, de la poussière, une contamination par la colle ou une mauvaise tolérance de longueur.
Point douloureux 1 : résistance incohérente du tube
Les clients ne se soucient pas du fait que les lots de papier varient ou que l’humidité change du jour au lendemain. Si le tube s'écrase, se délamine, ou s'effondre pendant l'enroulement/emballage, vous perdez confiance et marge. Les problèmes de résistance proviennent généralement du contrôle de la tension du papier, uniformité de l'adhésif et stabilité de la pression d'enroulement.
Point douloureux 2 : gâchis de colle et liaison instable
Trop d’adhésif provoque des glissements, des contaminations et des temps d’arrêt pour le nettoyage. Trop peu provoque un délaminage et des joints fragiles. Un chemin de distribution de colle contrôlé (et une routine de nettoyage conviviale pour l’opérateur) constitue souvent l’amélioration du retour sur investissement la plus rapide.
Point douloureux 3 : changements lents
Si le changement de diamètre ou d’épaisseur de paroi prend une éternité, vous éviterez la variété des produits et manquerez des commandes. Les changements de taille rapides reposent sur des mécanismes de réglage rapide, des références de configuration claires et des recettes numériques stables.
Point douloureux 4 : Mauvaise précision de coupe et bords rugueux
Les mauvaises coupes se manifestent par une inadéquation des longueurs, des bavures, des extrémités écrasées et des plaintes des clients. La stabilité de coupe dépend de la rigidité, de l'état de la lame, de la synchronisation avec la vitesse d'alimentation du tube, et une méthode propre de manipulation de la poussière.
Si vous évaluez une nouvelle ligne, ne commencez pas par demander « Quelle est la vitesse maximale ? » Commencez par demander : « Selon nos spécifications de tube, quelle vitesse reste stable pendant un changement complet sans dérive de qualité ? »
Comprendre le processus vous aide à repérer les endroits où l'instabilité se glisse. La plupart des productions de tubes en papier suivent cette séquence :
Une écurieMachine à tubes de papiern'est pas « une fonctionnalité ». C’est une chaîne : si la tension dérive, la colle devient inégale ; si la colle est inégale, la pression d'enroulement se comporte différemment ; si la pression d'enroulement change, la qualité de coupe change. Un bon équipement rend la chaîne prévisible.
Voici les capacités qui ont tendance à avoir le plus d’importance lorsque la production est réelle et non théorique :
| Problème de production | Une capacité de machine qui aide | Ce que vous devez rechercher lors de l'évaluation |
|---|---|---|
| Délaminage du tube/liaison faible | Application de colle stable et chemin de colle contrôlé | Film de colle uniforme, pièces faciles à nettoyer, plages de configuration claires pour le grammage de votre papier et l'épaisseur de votre tube |
| Tubes ovales / mauvaise rondeur | Système de formage rigide et pression d'enroulement stable | Lectures OD/ID cohérentes du tube, vibrations minimales, fonctionnement fluide à votre vitesse cible. |
| Rides et désalignement des couches | Bon guidage du papier et stabilité de la tension | Chemin de bande propre, freinage/contrôle fiable, alignement répétable après changement de bobine |
| Bords rugueux/inadéquation des longueurs | Synchronisation de coupe précise | Couper des échantillons sur une longue période : vérifier les bavures, les extrémités écrasées et la cohérence des tolérances de longueur |
| Trop de rebuts au démarrage | Références d'installation rapide et commandes conviviales | Ajustements faciles des paramètres, indicateurs clairs, résultats stables après redémarrage |
| Temps d'arrêt dus au nettoyage et aux bourrages | Accès à la maintenance et consommables prévisibles | Étapes de nettoyage simples, zones de colle/découpe accessibles, pièces d'usure standard |
Remarquez ce qui manque : de vagues promesses. Les meilleures conversations d'achat tournent autour de vos spécifications de tubes et de votre réalité de travail. Si un fournisseur peut expliquer comment sonMachine à tubes de papierreste stable sur une longue période, en particulier lors des changements de bobine et des redémarrages. c’est à ce moment-là que vous vous rapprochez d’une bonne décision.
Avant de comparer les devis, verrouillez vos exigences. Une machine parfaite pour les tubes d’emballage à paroi mince peut ne pas convenir aux noyaux industriels lourds. Utilisez la liste de contrôle ci-dessous pour éviter d’acheter « presque correctement ».
Définissez vos besoins en tubes
Demandez un état d’esprit de vérification
| Que valider | Comment le valider | Indice de réussite/échec |
|---|---|---|
| Stabilité dimensionnelle (OD/ID/rondeur) | Mesurer les tubes sur une longue période et après un redémarrage | Dérive minimale, lectures stables sans rotation constante du bouton |
| Consistance de la force d’adhésion | Couper les sections transversales et vérifier l'uniformité de liaison des couches | Pas de zones sèches évidentes, pas d'expulsion excessive de colle |
| Qualité de coupe | Inspectez les extrémités pour déceler des bavures/écrasements ; vérifier la tolérance de longueur | Bords nets et longueur reproductible d’un lot à l’autre |
| Expérience de l'opérateur | Demander aux opérateurs d'exécuter les procédures de changement de bobine et de redémarrage | Le processus reste calme ; la configuration est claire et reproductible |
| Réalisme de maintenance | Parcourez les étapes de nettoyage et de remplacement des pièces d'usure | Conception accessible et routines simples qui ne seront pas ignorées |
Le contrôle qualité pour la production de tubes n’a pas besoin d’être compliqué ; il doit être cohérent. Si vous exécutez unMachine à tubes de papierà grande échelle, une petite dérive devient rapidement coûteuse.
Conseil de pro : si vos chutes augmentent « de manière aléatoire », ce n'est généralement pas le cas : suivez quand cela se produit (après les changements de bobines, après les arrêts, pendant les périodes humides), et vous trouverez un modèle que vous pourrez corriger.
La disponibilité est une stratégie, pas un souhait. La façon la plus simple de conserver unMachine à tubes de papierstable consiste à traiter la maintenance comme une partie de la production. Voici une approche pratique que de nombreuses plantes utilisent :
| Fréquence | Ce qu'il faut faire | Pourquoi c'est important |
|---|---|---|
| Par quart de travail | Nettoyer les zones de contact avec l'adhésif, enlever la poussière de papier à proximité de la découpe, vérifier le jeu évident | Empêche l'accumulation qui provoque une instabilité de liaison et de mauvaises coupes |
| Tous les jours | Inspectez les lames/outils, vérifiez les guides d'alignement de base, vérifiez les pièces mobiles pour détecter tout bruit inhabituel. | Attrape l'usure tôt avant qu'elle ne devienne une ferraille et un temps d'arrêt |
| Hebdomadaire | Routine de lubrification, nettoyage en profondeur, confirmation de la tension et de la stabilité de l'alimentation | Stabilise le processus et empêche la dérive |
| Mensuel | Examiner l'inventaire des pièces de rechange, inspecter les principaux composants d'usure, actualiser la formation des opérateurs | Réduit les arrêts d’urgence et maintient les opérations cohérentes entre les équipes |
Lors du dépannage, commencez par les symptômes et revenez en arrière : si les coupes sont grossières, ne blâmez pas immédiatement la lame : vérifiez la stabilité et les vibrations du tube d’alimentation. Si un délaminage apparaît, ne blâmez pas immédiatement le papier : vérifiez l’uniformité de l’adhésif et la dérive de tension. Un diagnostic calme bat à chaque fois les ajustements de panique.
Acheter du matériel est une chose. Le faire fonctionner sans problème pendant des années en est une autre. Une bonne relation avec un fournisseur comprend généralement : une assistance pratique à la mise en service, des conseils d'utilisation clairs, des pièces d'usure accessibles et un service réactif pour le dépannage. L'objectif est simple : garder votre ligne prévisible afin que votre calendrier de livraison reste fiable.
Si vous vous approvisionnez auprès de Machines d'impression Cie., Ltd de Wenzhou Feihua., traitez la conversation comme un plan de production : partagez vos spécifications de tube, votre réalité matérielle et votre objectif de production, puis demandez comment la machine reste stable sur de longues séries, redémarrages et changements de taille fréquents. La qualité des réponses que vous recevrez vous en dira plus qu’une brochure ne le pourrait jamais.
Q : Quelles informations dois-je préparer avant de demander un devis pour une machine à tubes en papier ?
UN:Préparez la plage de diamètres de tube, la plage d'épaisseur de paroi, la plage de longueurs, le grammage du papier/le nombre de plis, la préférence de type d'adhésif, le rendement cible par équipe et toutes les exigences particulières (finition finale, contrôle de la poussière, tolérances serrées, changements de taille fréquents). Plus vos saisies sont claires, plus la recommandation est précise.
Q : Comment puis-je savoir si les problèmes de résistance de mes tubes proviennent de la machine ou du papier brut ?
UN:Vérifiez les modèles. Si le délaminage augmente après un changement, un arrêt ou un déplacement humide de la bobine, la stabilité du processus est probablement impliquée (tension, uniformité de la colle, pression d'enroulement). Si cela se produit de manière constante dans toutes les conditions, la compatibilité des matières premières ou des adhésifs peut en être la cause.
Q : Quelle est la manière réaliste d’évaluer la qualité de coupe ?
UN:Ne jugez pas sur quelques échantillons. Demandez un long tirage selon vos spécifications, puis inspectez les extrémités coupées et la cohérence de la longueur au fil du temps, en particulier après un redémarrage. Une propreté et une tolérance constantes comptent plus qu’une simple coupe « parfaite ».
Q : Une vitesse plus élevée est-elle toujours préférable ?
UN:Seulement si la qualité reste stable pendant un quart de travail complet. Une vitesse élevée avec des dimensions variables ou des arrêts de nettoyage fréquents peuvent produire un rendement moins vendable qu'une ligne légèrement plus lente et plus stable.
Q : Quelles tâches de maintenance protègent le plus directement la qualité ?
UN:Le nettoyage de la zone adhésive, la gestion de la poussière à proximité de la découpe et les contrôles de routine des vibrations et du jeu sont de grandes victoires. Ceux-ci évitent la « petite dérive » qui crée tranquillement de la ferraille.
Prêt à adapter la bonne machine à tubes en papier à vos spécifications de tube et à votre objectif de production quotidien ?
Indiquez-nous votre plage de diamètres, votre épaisseur de paroi, votre tolérance de longueur, votre type de papier et votre capacité cible, et nous vous aiderons à définir une configuration pratique. qui donne la priorité à une production stable, à des changements rapides et à des coupes nettes. Si vous voulez moins de surprises et des changements plus prévisibles, Contactez-nouspour discuter de votre candidature et demander une solution sur mesure.











